欢迎您访问米乐M6(MiLe)亚洲官方网站轴承有限公司
全国咨询热线: HASHKFK



 新闻资讯
新闻资讯 米乐M6娱乐
米乐M6娱乐
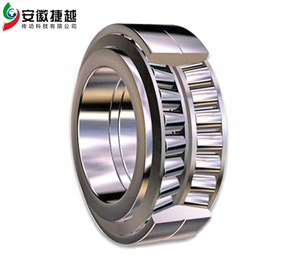
轴承内、外圈热处理工艺 一、加热温度 1、一区835℃米乐M6(MiLe)亚洲官方网站- 赔率最高在线投注平台(访问: hash.cyou 领取999USDT)5℃ 2、二区837℃5℃ 3、三区842℃5℃ 4米乐M6(MiLe)亚洲官方网站- 赔率最高在线投注平台、四区842℃5℃。 操作人员应根据产品尺寸大小、壁厚大小确定选用加热温度的上、下限。 二、加热炉网带速度 一般情况为产品从进炉至掉入淬火油槽时间为 45 分钟22.5转/分 操作人员可根据产品大小作适当加减但最低必应低于40 分钟23.5 转/分 。 三、淬火油及油温 淬火油为光亮淬火油。 温度为80℃5℃。 四、回火温度及回火时间 回火温度160℃5℃. 回火时间从零件进入回火炉到出炉时间为 3.5 小时5.5 转/分 最低不得少于 3 小时5.8 转/分 。 五、技术要求 1、淬火后硬度 HRC6366。
